手 机:15979763213
手 机:13097177776
地 址:江西省赣州市上犹县黄埠镇上犹县工业园区
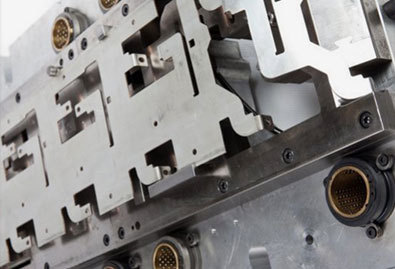
赣州汽车连续模具下模板设计标准:
1.分板原则:为了方便加工与修模成本控制,每一个切边冲孔模板采用单独、多块的结构;为了节约材料,可以采用多块拼接结构。如果模具结构上允许,不再求有硬料垫板,有冲孔入子的,可以局部加硬料垫板。
2.模板要求:一般选用DC53钢材,按冲压材料的厚度(T)取模板厚度,T<3mm时,模板取H=32mm,T≥3mm时,模板取H=38mm。一般根据客户要求。
3.刀口磨刀量3mm≤T≤3倍料厚a=1度,除客户另行指定。
模具零件加工,一个总的指导思想是针对不同的材质,不同的形状,不同的技术要求进行适应性加工,它具有一定的可塑性,可通过对加工的控制,达到好的加工效果。根据零件的外观形状不同,大致可把零件分三类:轴类、板类与异形零件,其共同的工艺过程大致为:粗加工——热处理(淬火、调质)——精磨——电加工——钳工(表面处理)——组配加工。
模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。